HQ-400GS伺服中走絲加工八角孔和六角孔
時間 : 2018-12-01 11:54點擊數(shù) :
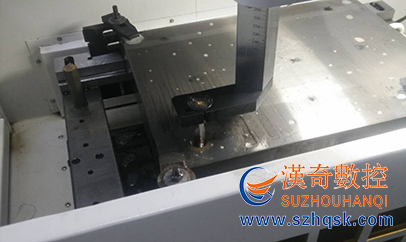 工件材料:CR12
工件材料:CR12
工件厚度:79.55mm
熱處理狀況:HRC52-58
電極絲材料:鉬絲
電極絲直徑:0.18mm
類型:凹模
切割類型:割一修二
切割時間:圓孔3小時�����,六角孔3小時45分,八角孔3小時40分
加工精度:0.005
表面粗糙度:Ra1.1
加工結(jié)果:加工結(jié)果滿足用戶要求�����,尺寸精度�����、位置精度�、表優(yōu)于竟?fàn)帉κ?/span>
加工要點:加工范圍在機(jī)床全行程內(nèi),加工厚度較大�����,切割路徑較長�,要求凸凹模,配合間隙小����,對加工件的上下一致性�����,對邊誤差有較高要求��。同時對孔距要求較高�����,對中走絲這類產(chǎn)品因鉬絲磨損�、導(dǎo)絲嘴磨損帶來的誤差要求較高�����。

