伺服中走絲AUTO CUT 錐度程序怎么生成
時(shí)間 : 2018-08-29 14:52點(diǎn)擊數(shù) :
常常很多客戶(hù)朋友買(mǎi)了中走絲機(jī)器經(jīng)過(guò)培訓(xùn)后��,還不太熟練怎么去使用auto cut的一些其他的功能�,下面將詳細(xì)介紹一下:
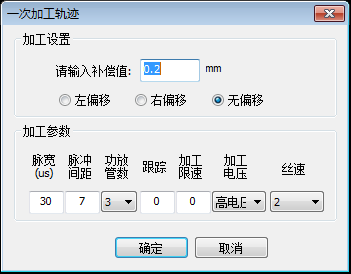
?��。?)生成所有錐度程序之前都需要做一次加工程序如下圖:點(diǎn)擊“生成加工軌跡”如圖選擇無(wú)偏移,其他參數(shù)不用管點(diǎn)擊“確定”做出程序�。
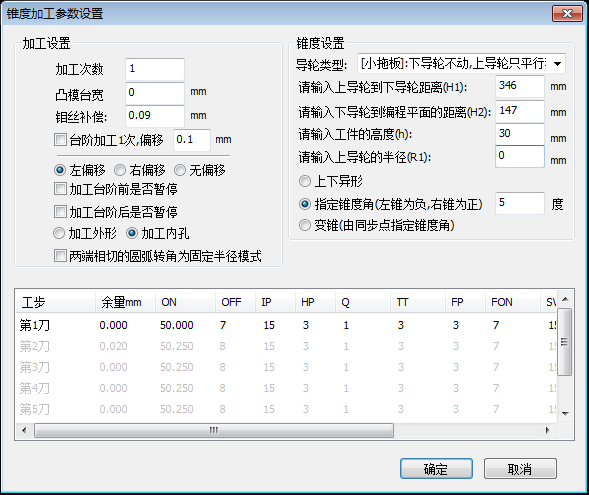
(2)錐度參數(shù)設(shè)置:點(diǎn)擊“AutoCut”選項(xiàng)���,選擇“生成錐度加工軌跡”如下圖
左側(cè)“加工設(shè)置”可參照直身程序的使用方法��,在此處的“左偏移”“右偏移”可決定鉬絲在圖形的左側(cè)還是右側(cè)�,需注意����!
右側(cè)“錐度設(shè)置”導(dǎo)輪類(lèi)型選擇“小拖板”
請(qǐng)輸入上導(dǎo)輪到下導(dǎo)論距離(H1)為上下導(dǎo)絲嘴頂點(diǎn)距離+3(因?yàn)閷?dǎo)絲嘴出絲口為錐形)如:用高度尺測(cè)得上下導(dǎo)絲嘴距離為160mm,則H1=160+3=163mm
請(qǐng)輸入下導(dǎo)輪到編程平面的距離(H2)為下導(dǎo)輪到工件取數(shù)面距離+1.5�����;此工件取數(shù)面要參考工件圖紙要求�!如:測(cè)得下導(dǎo)絲嘴到工作臺(tái)面距離為47mm(此數(shù)值固定)�,工件厚為50mm做落料孔錐度����,要求直身高5mm則H2=47+50-5+1.5=93.5mm
請(qǐng)輸入工件高度(h)此輸入工件實(shí)際加工高度
請(qǐng)輸入上導(dǎo)輪的半徑(R1)此處值為“0”
本軟件有三種錐度方式,常用的為“指定錐度角”如做一個(gè)方錐���,先生成一個(gè)直身的程序�����,再修改加工設(shè)置��,因直身程序是順時(shí)針?lè)较?��,所以要選擇“右偏移”,看直身為內(nèi)孔程序��,所以選擇“加工內(nèi)孔”�����,加工參數(shù)為手動(dòng)輸入����,請(qǐng)參考數(shù)據(jù)庫(kù)對(duì)應(yīng)各加工條件,記下參數(shù)�����,輸入各對(duì)應(yīng)條件下;
在“錐度設(shè)置”里面按照上面方法測(cè)得H1.H2的值對(duì)應(yīng)輸入����,工件厚度輸入,選擇“指定錐度角”輸入要加工的度數(shù)�,按照CAD提示操作;
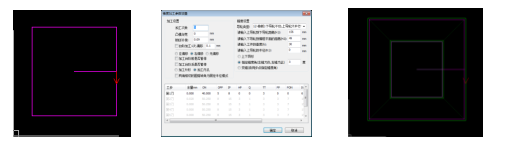
生成的程序在CAD里面可以看到鉬絲中心線(xiàn)(紅色)在圖形線(xiàn)(綠色)里面���,可以確定此程序?qū)?yīng)“加工內(nèi)孔”為內(nèi)孔錐度程序;看生成的錐度程序可以發(fā)現(xiàn)上下兩個(gè)面的顏色不同�����,顏色深的為下面����,顏色淺的為上面���,此規(guī)律適用于所有錐度程序�;如發(fā)現(xiàn)程序與實(shí)際要求相反可以刪除此程序�����,把錐度角改為負(fù)數(shù)則上下面對(duì)調(diào)!做程序時(shí)請(qǐng)嚴(yán)格按照CAD提示操作
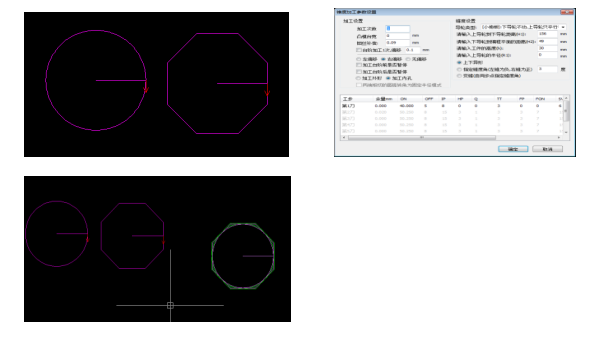
上下異型程序做法:上下異型是上下兩個(gè)面為完全不同的形狀過(guò)渡成的錐度程序塑膠模具中使用很普遍�,在做程序前請(qǐng)確認(rèn)上下兩面的錐度角不會(huì)超過(guò)機(jī)床的錐度極限(80mm/±6°)首先生成兩個(gè)圖形的直身程序,注意兩個(gè)直身程序要同心��、加工方向要一致��;然后點(diǎn)開(kāi)“生成錐度加工軌跡”左側(cè)“加工設(shè)置”同直身設(shè)置�����,加工參數(shù)請(qǐng)參照直身程序設(shè)置���;右側(cè)“錐度設(shè)置”同“指定錐度角”設(shè)置方法����,其中H2的值默認(rèn)為工件下表面��,選擇“上下異形”點(diǎn)擊“確定”����,CAD左下角提示“請(qǐng)選擇上表面”點(diǎn)擊上表面的程序�;繼續(xù)提示“請(qǐng)選擇下表面”請(qǐng)點(diǎn)擊下表面的程序��;提示“輸入新的穿絲點(diǎn)”用鼠標(biāo)點(diǎn)擊任意點(diǎn)生成程序�,打開(kāi)“AUTOCUT”點(diǎn)擊“發(fā)送錐度加工任務(wù)”選擇“1號(hào)卡”����,提示“選擇對(duì)象”點(diǎn)擊剛生成的錐度程序,點(diǎn)擊鼠標(biāo)右鍵確認(rèn)到加工界面��,方可開(kāi)始加工!